Custom vs.
Semi-Custom
Finish Options
& Care
Delivery & Turn-Around Times
Shipping
Forks Q&A
Custom Racks
What’s a 69er?
Bike Fitting
A: To serve the needs of as many cycling enthusiasts as possible we have developed two processes for ordering Ti Cycles custom frames in our Design/Build Program. The frame design process, materials, build process, and finishing are the same for both programs. We start with you - your fit, riding style, and intended use - then develop a frame and/or fork design.
Custom frames can be designed for any application and are handbuilt in-house. Semi-custom frame designs are more limited in variety and are constructed in titanium only, handbuilt by a trusted partner.
Designed, Engineered, Finished by Ti Cycles in Portland; built from the ground up by Ti Cycles in Portland
Titanium or Steel construction
Ti Cycles custom design for any application, sizing fit to you
Race
Road
MTB
Gravel
Touring
Pinion
Tandem
Trike
Adaptive
etc.
Ti Cycles fitting included
Custom Titanium bikes are constructed from Reynolds, Paragon Machine Works, and TiCycleTubes 3/2.5 custom blended tube set
Custom Steel frames are constructed from a custom blend
Delivery: ~12 months from finalized order
Designed, Engineered, Finished by Ti Cycles in Portland; welded by a trusted subcontractor
Titanium construction
Ti Cycles custom design for many applications, sizing fit to you
Often templated off of an existing model/platform with changes made as needed for fit and application
E-bikes (some)
Gravel
Road
Gravel
Pinion
MTB
CX
etc.
Ti Cycles fitting included
Semi-custom frames are constructed from TiCycletubes 3/2.5 custom blended tube set
Delivery: ~20+ weeks from finalized order
Every Design/Build project is unique. Pricing guidelines reflect a starting point for a base model, with final totals depending on complexity, materials, and time required to complete a build.
Delivery times reflect our general turnaround, please confirm at the time of the order.
All deposits are non-refundable. All custom and semi-custom frame orders require complete pre-payment as a deposit toward the final build.
All Custom and Semi-Custom sales are final. There are no returns on custom products and work. Please order carefully and accordingly.
A: Just about every option there is! Paint and powder coating are great options for both Steel and Titanium frames and components. Titanium finish options include a combination of polishing and bead-blasting to achieve different effects. Titanium can also be anodized to add color.
If you’re sending us your frame for repair or retrofit work, please note that existing paint and decals in/around the work area must be removed in order to clean and prepare the work surface. When we work up a quote you can let us know if you’d like Ti Cycles, or one of our partners, to complete the refinishing.
Powder coating works great on metal frames and components. It is meant as an industrial finish application and not for fine detail finish work. Customers choose powder coat because it is a sensible, durable, and economical coating.
Wet Paint is required if you’re looking for a perfect cosmetic finish.
Powder Coat
Ti Cycles uses Black Magic for all wet paint, cerakote, and complex anodizing.
Rudi & Ben of Black Magic Paint
Examples of projects completed by Black Magic Paint for Ti Cycles:

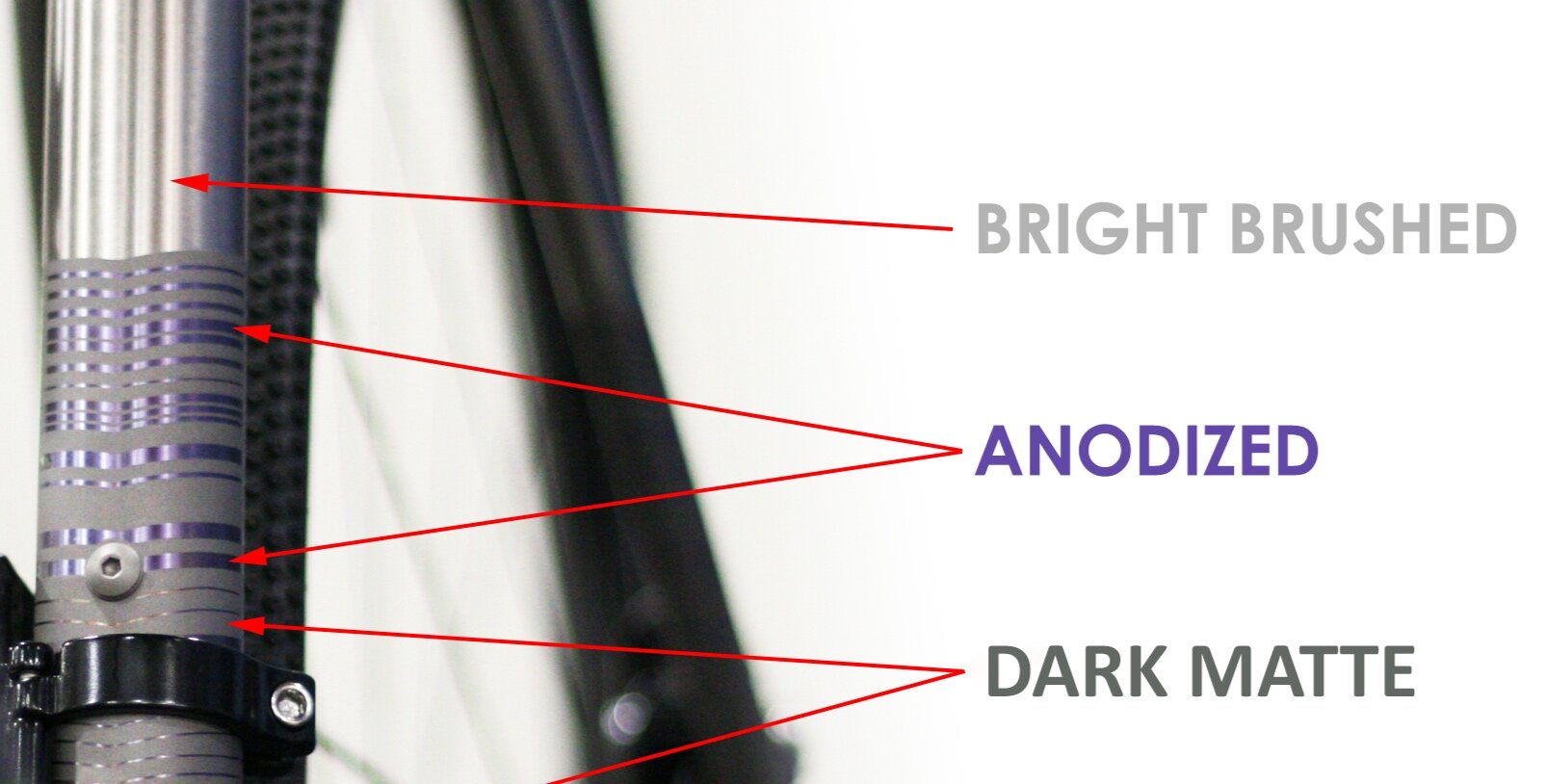
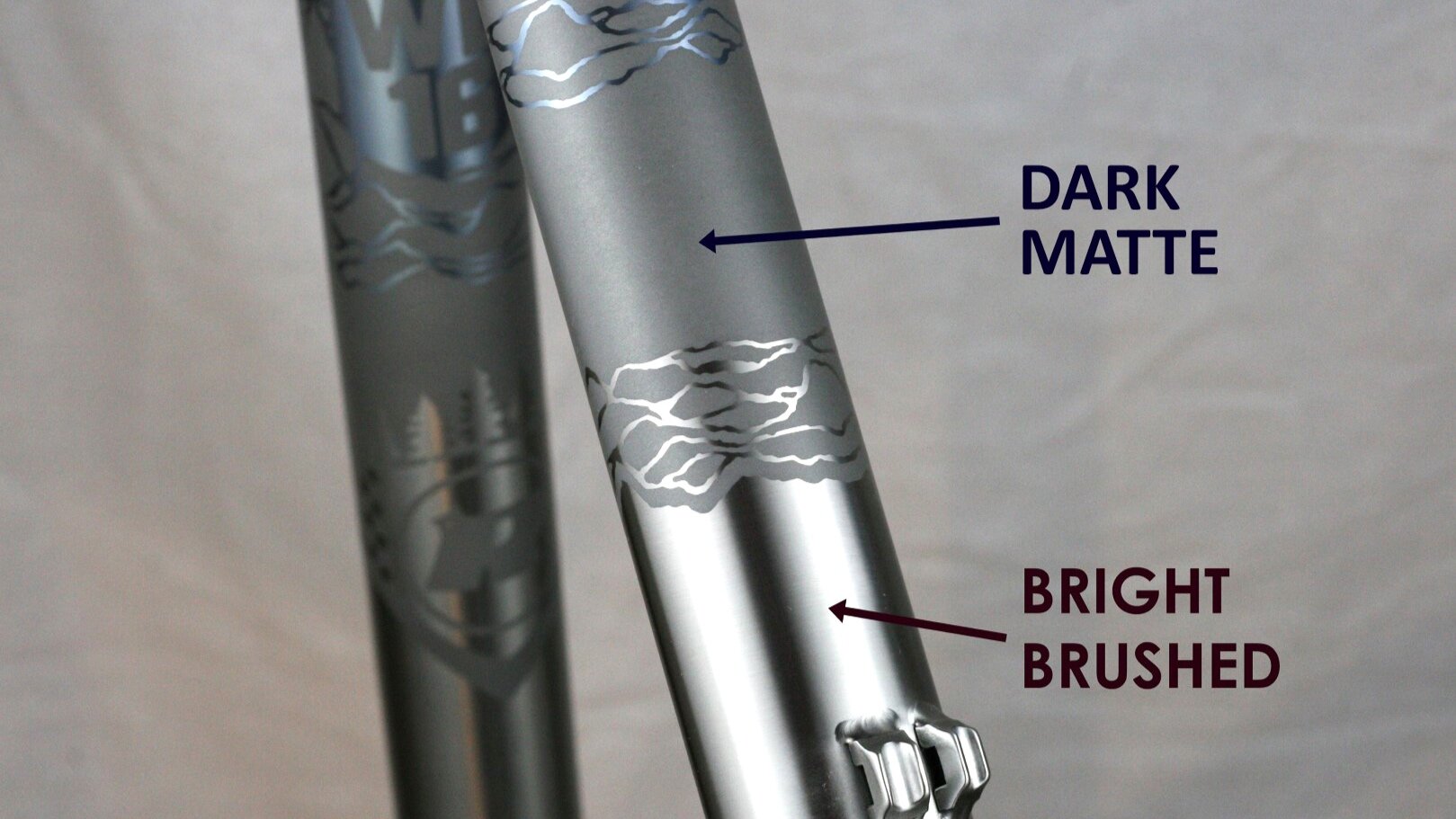
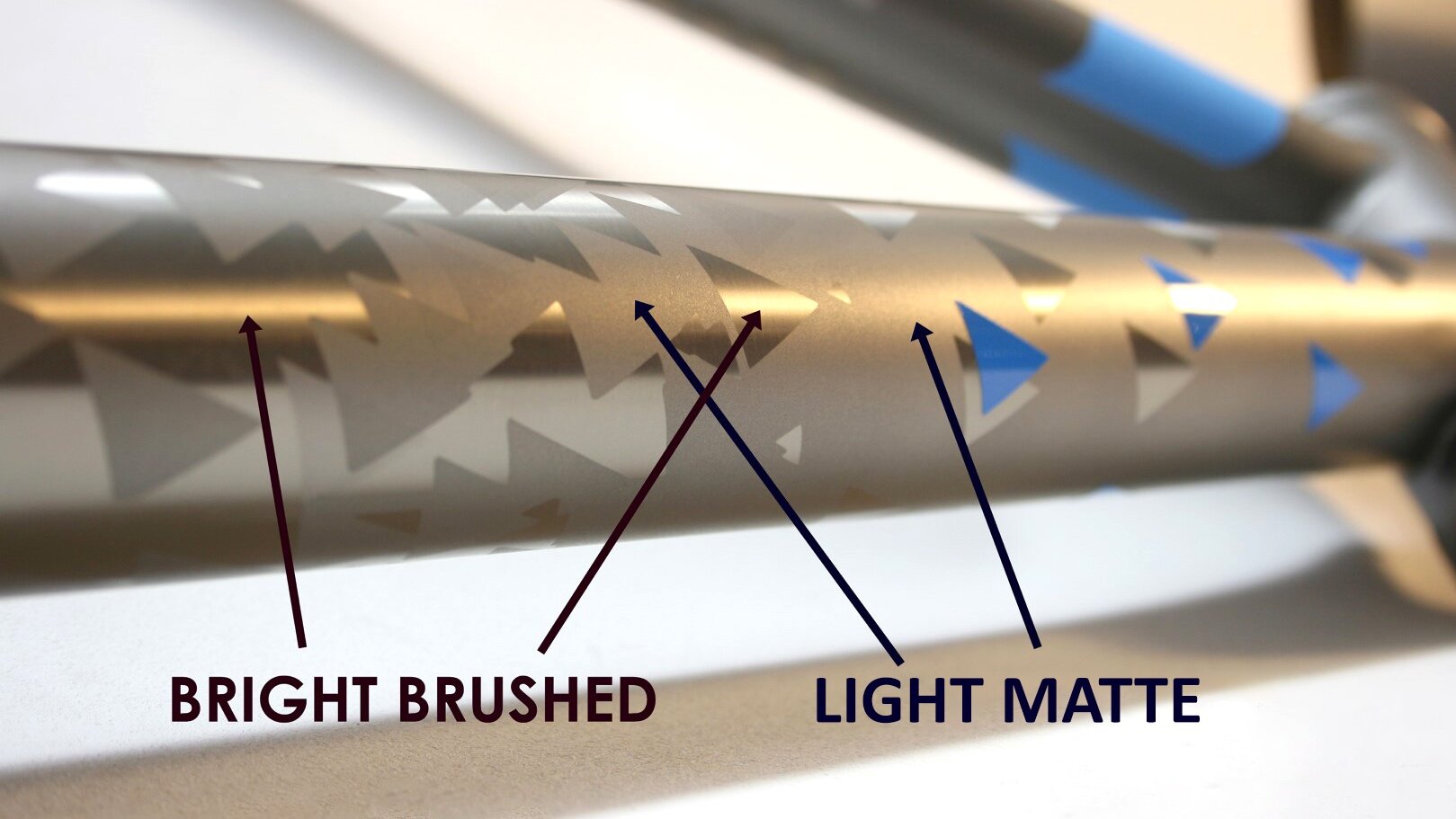
Bright Brushed
The lustrous classic. Ti Cycles Fabrication standard finish. A light grain pattern and relatively “silver” coloration. The best at hiding small scuffs and scratches, and the easiest to maintain at home.
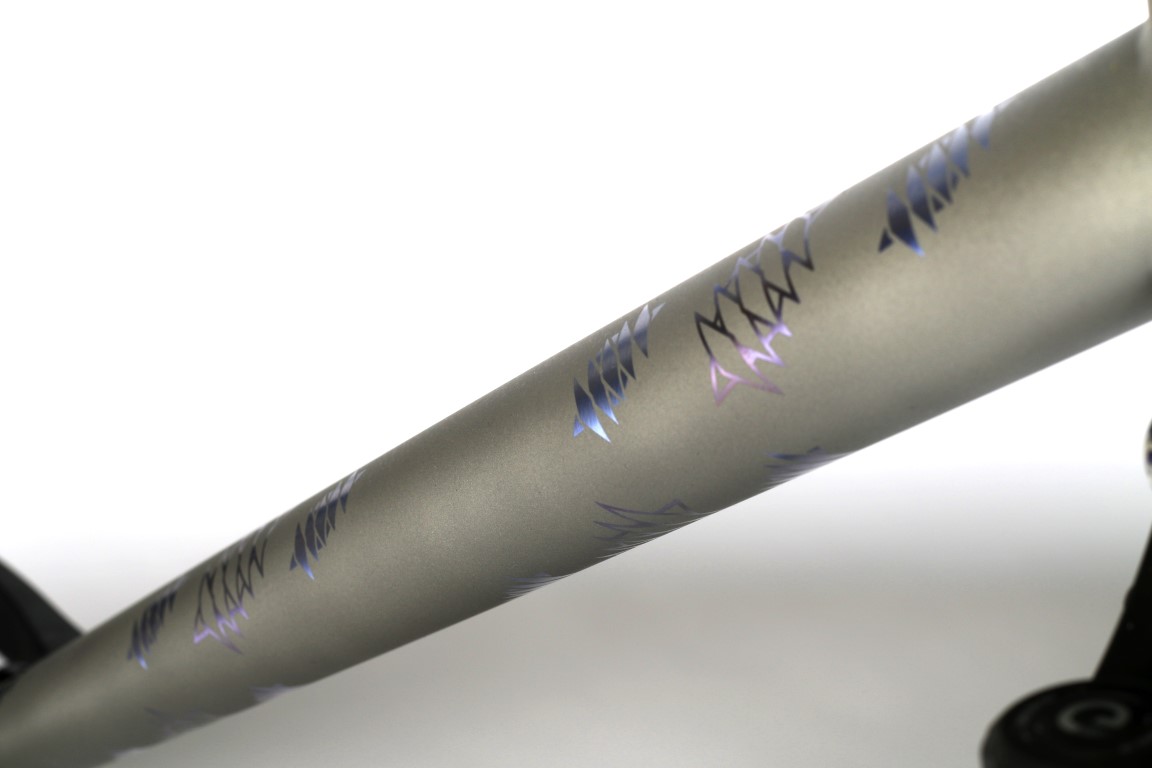
Anodized
Accent colors in shades of blue, purple, gold, bronze, pink, and green. Does not fade in UV light. Great for custom text and graphics.
Light Matte
Finer media etched matte finish with a slight texture. Relatively “light grey” coloration.
Very durable, great for contrasting text and graphics when paired with other surface treatments.
Standard surface treatment for repairs or retrofits on Moots matte finish frames.
Can be finish matched with titanium forks, stems, seatposts, handlebars, or other components.
Dark Matte
Coarser media etched matte finish with a slightly heavier texture than Light Matte. Relatively “charcoal grey” in coloration.
Very durable, great for contrasting text and graphics.
Can be finish matched with titanium forks, stems, seatposts, handlebars, or other components.
A: Taking care of titanium is a breeze! Regular maintenance and anti-sieze lubrication of threads will cover it.
Home care guidance:
First thing is to thoroughly clean gunk and grime with Simple Green or similar no-residue environmentally safe cleaner. For best results, strip the frame completely of parts so you can get at every nook and cranny.
Use a 3M Scotch-Brite™ pad -- not steel wool -- that is clean and "sharp" (new or relatively fresh).
Brush the titanium with the Scotch-Brite pad firmly in the palm of your hand. It will take some elbow grease to get a good grain. We do not recommend using any type of power tool as the titanium can easily be compromised by too much concentrated abrasion.
Brush with the grain of the material -- laterally around the circumference of the tube, not longitudinally along the tube.
Use long continuous motions to create long smooth grains. Go around the entire tube with the pad, then lift and move to the next section. Avoid dragging the pad, even slightly, in any direction not with the grain of the material.
Spray and rinse with Simple Green again. It should be nice and bright, and will feel very squeaky clean to the touch. Some water stain shadows may appear as the frame dries, but these are only on the surface and will wipe away.
To keep fingerprints off of the titanium, spray the frame with a bike polish (Finish Line and Pedros both make one) or sealant like Pledge, let it soak for 8-24 hours until it spreads evenly and starts to congeal, then wipe off (again always go around the tube with wiping or abrasion to keep the grain).
CAUTION: Do not to spray any braking surfaces or components.
CLICK FOR LARGER VIEW
Ti Cycles branded frames come with our standard finishes, a metal headbadge, and logo markings as shown below.
Standard logo markings may vary in size depending on specifics such as frame size, tubing diameter, or finish materials, and are consistent across various finish media be it raw/etched titanium, vinyl decal, or wet paint.
HEAD TUBE - Ti Cycles cast metal headbadge
DOWN TUBE - Ti Cycles logo text
SEAT TUBE - PDX ORE “Squiggle Bike” shield banner
MONO STAY - “Squiggle Bike” shield (when applicable)
CHAIN STAY - Ti Cycles logo text
We are currently scheduling new work orders to be delivered in 2026 and trying to accommodate our customer’s needs.
Customer communications are also impacted as we’re ‘all hands on deck’
in the fabrication shop building existing orders. If you don’t hear from us in a few days,
we welcome a gentle reminder email.
A: Orders of regular in-stock items placed through our online store generally ship within 2 business days. See below for made-to-order custom parts and/or bespoke frames, forks, or components.
A: We are a small shop with a very high customer demand and appreciate your patience and understanding when sending in materials for service or ordering a custom product.
We work new repair, retrofit, and custom fabrication orders into an existing project queue. All delivery times are at the discretion of Ti Cycles and may be subject to delays that are beyond our control. In 2020 and 2021 we have experienced unprecedented delays in our supply chain, and common components are backordered with delivery estimates as much as 12 months in the future.
In addition to building custom titanium and steel bikes and components in house, our Portland shop has dozens of frame repair and retrofit projects on the schedule at any given time. We complete projects as soon as we are able and we appreciate your patience. Current ballpark turn around times are below, these are listed for guidance only, please contact us for current delivery schedule.
RUSH ORDERS: Occasionally we are able to expedite a product or service for an additional fee. Rush fees vary according to the details of the project, are a minimum of $500, are offered as a convenience and are not always available or applicable.
CUSTOM FRAMES/BIKES: up to 18 months
CUSTOM FORKS & COMPONENTS: 9-12 months
SEMI-CUSTOM FRAMES/BIKES: 20-24 weeks
REFINISHING: 8-12+ weeks
MINOR REPAIRS/MODS: 12+ weeks
MAJOR REPAIRS/MODS: 9+ months
Turn around and delivery times are referenced from the date a project starts with *both* the order payment and any necessary customer supplied materials in hand. Work requiring coordination with 3rd parties such as final finish covering with paint, powder coat, anodizing, or plating may be subject to additional delays that are out of our control and we appreciate your patience and understanding.
We may be able to turn your project around faster, but please be prepared to wait for the duration. Times indicated are estimates only; we cannot guarantee any delivery date or turnaround time. If you have specific timing requirements feel free to contact us to see if there is a way to accommodate your desires.
We look forward to getting you out riding as soon as possible.
Shipping your Frame and Parts
Shipping your Frame and Parts
A: Please contact us for information on your specific project before shipping frames, forks, or components for any repairs, modifications, refinishing or other services.
Customers are welcome to drop off at our Portland facility with a scheduled appointment. Please contact us to arrange and appointment for drop-off. We are generally in the shop Mon-Fri 9am-4pm and available on weekends by appointment.
Preparing for shipment:
Obtain Prior Authorization from Ti Cycles. Ti Cycles is not liable for any items shipped to our shop without specific instruction to do so.
All parts and components need to be disassembled/removed from frames and forks to allow for proper cleaning and sterilization prior to welding. Frames being sent in for any work requiring welding should be delivered stripped of all parts including headset, bottom bracket, bearings and cleaned unless as otherwise directed by Ti Cycles.
We are happy to handle the dis-/re-assembly for you if necessary. Our rates for assembly services are $125/hour.
Packaging: Please take care when packaging your items to prevent damage. Most any local bike shop will be more than happy to supply you with bike boxes or other shipping materials that they must otherwise recycle on a regular basis. Please be sure that the box and materials used are appropriate size/structure for the items that you are shipping to arrive without damage.
Careful packaging only needs to protect the parts from excess movement and/or abrasion with other parts or the box material. It is not necessary to mummify your parts in foam or tape that require careful cutting in numerous places to remove.
Please do not use packing peanuts, they do not protect items, make a mess in our shop and the small particles are difficult to clean up.
We strongly recommend shipping with insurance for a value you feel comfortable with as compensation should the package be destroyed or lost in transit. It is rare, but it does happen. We prefer and strongly recommend FedEx or BikeFlights for shipping frames and forks. Use standard UPS at your own risk.
Please include your full contact information -- name, address, phone, and email -- as well as any specific return shipping instructions along with your inbound shipment.
TI CYCLES FABRICATION
15707 NW McNamee Road
Portland, OR 97231
When work on your project is finished we will send an invoice for any balance due and the cost of return shipping when applicable.
We are more than happy to ship on a customer account when requested. To streamline this process please send a pre-paid return shipping label with your inbound shipment.
For packages shipped by Ti Cycles Fabrication the actual rates at the time of shipment are applied. We primarily use FedEx Ground or USPS Priority Mail for outbound shipments.
All outbound parcel shipments from Ti Cycles Fabrication will include a tracking number. Once an outbound package is transferred to the shipping carrier it is literally out of our hands and the only information available to us is via the carrier’s tracking system which may or may not be updated in real time.
We ship worldwide and are more than happy to facilitate return shipping to locations outside of the United States.
International shipping rates are calculated for the actual package at the time of shipment. Any estimates provided are estimated and can change at any time due to a number of reasons beyond our control including seasonal and daily fluctuations in carrier rates.
Please note that any customs clearances and/or import duties or fees are the sole responsibility of the customer.
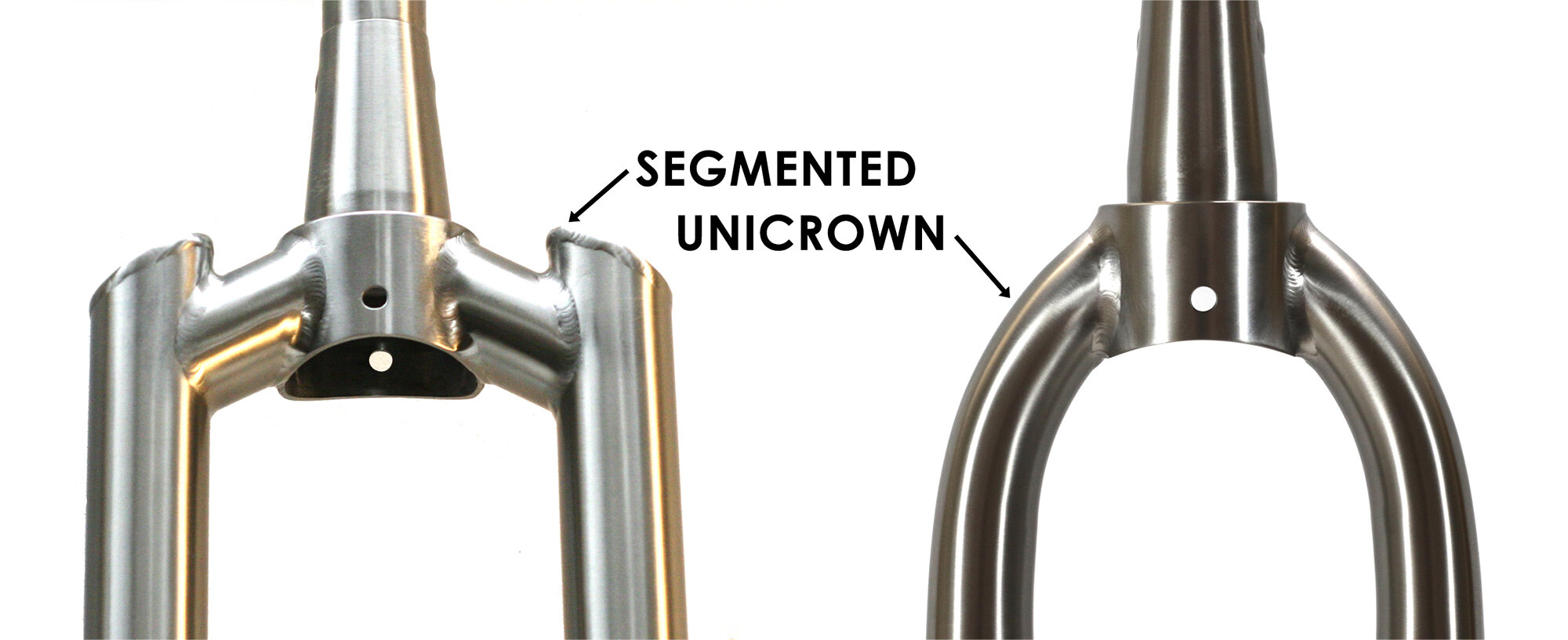
A: Segmented and Unicrown are different construction styles for the connection between the fork steerer and the fork legs.
Both forks test to CEN Standard. However, we’ve found during in-house testing that Unicrown forks have superior fatigue characteristics. As such we recommend Unicrown construction for the best combination of rigidity, weight, and appearance.
A: ISO means International Standardization Organization, and that means it is an actual recognized standard. Both for frames and forks ISO mounts provide the widest range of component compatibility and the easiest to work with for consistent results.
Custom Forks can be built to customer specifications.
A: For consumers, especially those who travel, internal brake routing is a pain to deal with. Hydraulic disc brakes have become an industry standard and for drop bar bikes an internal front brake line effectively means the handlebars and fork are one part and simply removing handlebars or fork from the bike requires a brake bleed serviced any time the caliper is disconnected.
Internal brake routing is an option for any Custom or Semi-Custom fork order.
Custom & Production Racks
Custom & Production Racks
The most effective way to make sure a rack fits a bicycle precisely is to have the frame and fork to build on.
The ideal way to construct racks is with a completely rigid frame of contiguous bent tubing with welded or brazed joints. With no movable parts, this construction method yields the most stability with the highest strength to weight ratio. Rigid construction sacrifices adjustability and requires accurate measurements to land the rack mounting points in line with the bicycle frame mounting points.
Racks built without the bicycle frame and fork on site cannot be verified for accuracy when mounted. To ensure a wide range of frame compatibility it is recommended that racks built without the frame and fork on site use adjustable upper struts, as shown below.
Start your Custom Rack order by making a deposit by clicking a link below, or contact us.


















A: Optimal performance!
The advantages of a 69er setup are numerous, which is why motorcycles have had a larger front wheel and smaller rear wheel for decades. The idea has surfaced and resurfaced in the mountain bike community for years, beginning quietly in the 1980s and reaching a high point in the 1990s, with a brief resurgence in the 2000s that culminated in global companies like Trek releasing production models. Unfortunately the format fell victim to fashion and enthusiasm in the marketplace dwindled as bike companies began to push the more socially acceptable 29er to customers.
It has long been acknowledged that 26" wheels are not the best equipment for off road riding, but simply an industry standard dating all the way back to the 1960s when Gary Fisher, Joe Breeze, et al were racing modified 26" cruiser klunkers. It wasn't that riders wanted 26" wheels, it was that 26" wheels is what was readily available and compatible with existing frames.













Fast forward a couple decades to a time when mountain bikes make up a significant share of all bikes sold and global brands are keen to develop new SKUs to capture more sales. With a versatile manufacturing pipeline already in place big bike brands fueled the rapid rise of the 29er from anomaly to keystone; when assessing mountain biking sales, in August 2012 Bicycle Retailer and Industry News reported that, "Members of the Bicycle Product and Supplier Association (BPSA) shipped 100,000 more 29ers to shops in 2011 than they did in 2010, representing a $50.4 million increase in sales, more than 90 percent of last year’s sales gain."
Today, when someone talks about their new mountain bike, they're likely not talking about a 26" bike. But the 29" wheel size hasn't proven perfect either, has it? Weight, acceleration, stand over... there are disadvantages with 29ers too. Would the combination of 26" and 29" wheels come a lot closer to bliss?












The benefits of a 29" front wheel are well documented and are the practical reason for 29" mountain bikes. A larger front wheel increases the "angle of attack" going forward, making rocks, logs, roots and other obstacles easier to clear. The larger wheel is also a more powerful gyroscope, making the bike more stable at speed and less likely to deviate from a line when it does encounter an obstacle. In addition, the larger wheel allows for a higher bottom bracket and in turn more clearance for obstacles.
The benefits of a 26" rear wheel are also long established and were the reason that wheel size dominated off road cycling for several generations. A smaller wheel provides for a shorter wheelbase and in turn a more quick and nimble ride. It also saves weight over a 29" wheel, as the latter is not as advantageous in the rear as in the front. Most importantly for performance, the smaller wheel size also requires less pedaling force to wind up, making acceleration faster and more efficient.
^ 2012 NAHBS // VPP 69er
There are clearly Pros and Cons to each, and the most recent 27.5"/650B wheel size has become the norm precisely because of the "too big" and "too small" arguments for/against 29" and 26" wheel sizes. Riders want the best of both worlds, but splitting the difference might not be the answer.
Rather than averaging the two sizes for a 3rd "standard", combining 29"/26" wheel setup provides the benefits of both wheel sizes with the drawbacks of neither. So much of mountain bike technology has been a trickle down from the motorcycle world, and to great results. Mountain bikes are ever lighter, plusher, and faster precisely because of the adaptation of moto-x tech, so it seems doubly strange that as one of the key fundamental concepts of function specific wheel sizes was not carried over.
^ 2010 NAHBS // Girder 69er
Years ago the predominant argument against the 69er setup was the inconvenience of carrying two different size tubes for spares; there was some practical logic in that during the era of seat bags and water bottles, but it seemed a bit frivolous by the time hydration bladders and shock pumps made backpacks the norm and sounds downright absurd in the modern age of tubeless tires (not to mention all manner of rider- and frame-mounted bags).
If you're a joiner rather than a leader, sticking with a vanilla twin wheel size might still be your choice. But others continue to find the "69er" format to be the ultimate configuration for XC and Trail riding performance. We have been building frames around the 26/29 setup for years, and have integrated that option into MTB production bikes like the Bonestealer. Many of our personal MTBs have a bigger wheel up front, and all of our customers who are riding 69ers have had the undeniable real-world experience that proves the concept.
A: We always encourage customers to work with us directly whenever possible. We realize that traveling to Portland for a fit session is not always possible or practical and have several other options for setting up your new bike.
FITTING BY TI CYCLES
A professional fitting session with Dave is included with any bike or frame purchase and for optimal results we prefer to use data that we can confirm is correct. If it is possible for customers to visit our Portland shop we strongly encourage having fit/dimension measurements taken here, by us.
REFERRAL FITTING
Customers with existing fit data from another professional bike fitting service are welcome to use those numbers for their bike build. We can work off of measurements, CAD files, or X/Y data via Retül or similar fit devices.
DIY FITTING
If no other fit data is available, we can work with you to collect key measurements. Please contact us for more information.


























DEPOSIT for custom steel rack project.